NGUYÊN TẮC THỬ NGHIỆM
Để xác định đặc tính và kiểm tra tỷ trọng khối của bột để đảm bảo sản xuất viên nén chính xác. Bằng cách xác định áp suất chính xác được sử dụng trong quá trình sản xuất viên nén, áp suất đó sau đó có thể được đo bằng một bài kiểm tra tỷ trọng khối chính xác.
CƠ SỞ
Máy đo độ trơn chảy của bột Brookfield, được trang bị phần mềm Powder Flow Pro để kiểm soát thiết bị tự động và thu thập dữ liệu, được sử dụng để kiểm tra bột cho các phép đo tỷ trọng khối chính xác để đảm bảo áp suất chính xác đang được sử dụng trong quy trình sản xuất viên nén. Bằng cách đo nhanh chóng và chính xác tỷ trọng khối ở các ứng suất cố kết khác nhau, có thể duy trì hoặc điều chỉnh áp suất của khuôn sản xuất và đảm bảo quá trình sản xuất diễn ra suôn sẻ.
PHƯƠNG PHÁP
Thiết bị
Dụng cụ: Máy đo độ trơn chảy của bột
Khay: 230cc, đường kính 6 inch
Loại nắp: Nắp tường, 304 s/s, hoàn thiện 2B, đường kính 6 inch
Loại kiểm tra: Standalone Bulk Density
CÁC THÔNG SỐ ĐO
Fill và Final Bulk Density
TIẾN HÀNH
Khay được cân và sau đó bì được cân. Bột bao gồm một API (hoạt chất) và các tá dược được cho vào khay công cụ cạo được sử dụng để phân phối đều một vòng bột phẳng trong khay. Nắp ma sát thành được sử dụng trong thử nghiệm Standalone Bulk Density test này. Khay với bột mẫu được cân và được nhập vào phần mềm Powder Flow Pro. Thử nghiệm Standalone Bulk Density được lựa chọn và chạy. Thời gian thử nghiệm xấp xỉ 1 phút và 40 giây.
KẾT QUẢ
Đồ thị biểu diễn giá trị fill và final bulk density của vật liệu, từ giá trị ban đầu đến năm giá trị tăng dần khi ứng suất cố kết tăng dần.
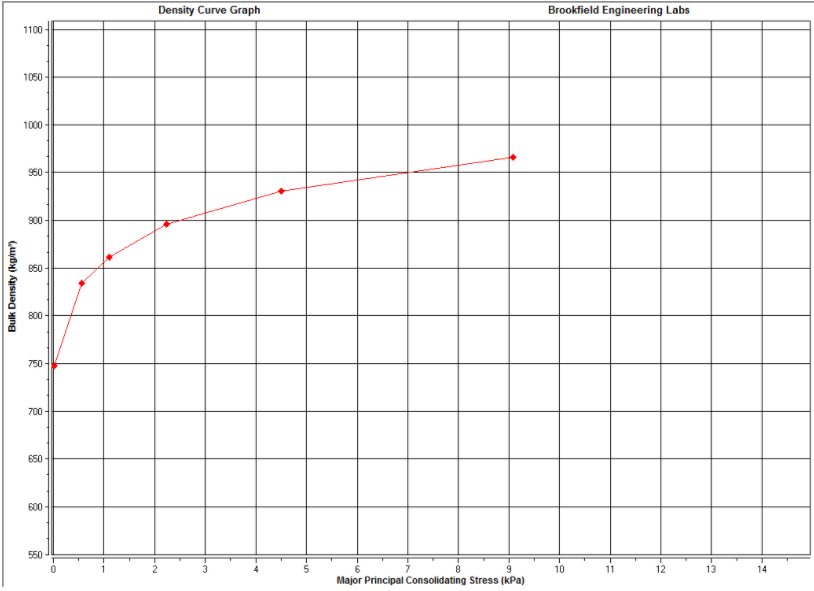
Hình 1: Đồ thị tỷ trọng khối
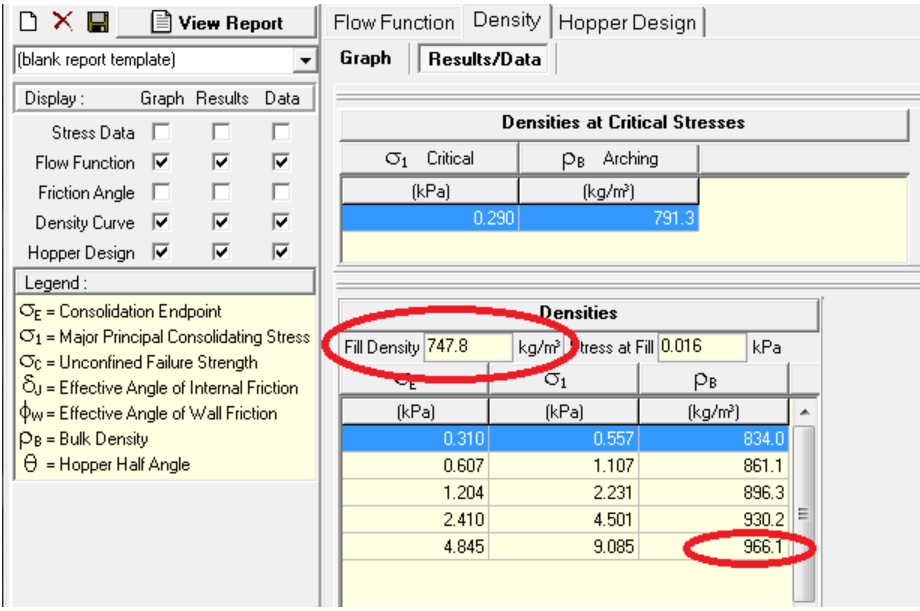
Hình 2: Giá trị tỷ trọng khối
THẢO LUẬN
Giá trị final bulk density đã biết được xác định để áp dụng chính xác lượng hoặc áp suất lên khuôn tạo viên. Bằng cách theo dõi giá trị này với thử nghiệm kiểm tra tỷ trọng khối, áp suất trong khuôn có thể được tăng hay giảm để đảm bảo rằng viên nén được sản suất đồng đều. Bằng cách định tính vật liệu trước, lượng áp suất chính xác có thể được áp dụng để đạt được tỷ trọng khối mong muốn của vật liệu. Hơn nữa, độ kết dính của vật liệu có thể được đánh giá đối với dòng chảy vào thuốc nhuộm bằng cách đánh giá sự khác biệt về giá trị fill density đến final bulk density. Nếu sự thay đổi này là 30% đến 50%, điều này cho thấy vật liệu kết dính hơn, khó chảy hơn. Ví dụ, trong biểu đồ giá trị tỷ trọng khối trong Hình 2, giá trị fill density ban đầu là 747 kg/m3 và giá trị final bulk density là 966 kg/m3. Bằng cách trừ giá trị final bulk density cho giá trị tỷ trọng khối ban đầu và chia cho giá trị fill density, sự khác biệt 29% được xác định cho thấy vật liệu này sẽ hơi khó chảy.