USE
Baking mix for brownies.
TEST EQUIPMENT
Instrument: Powder Flow Tester (PFT)
Trough: 230 cc, 6-inch diameter (Standard Volume)
Lid Type: Vane Lid, 33cc, 6-inch diameter
Wall Lid, 2B finish, 6-inch diameter
Type of Test: Flow Function Test, Wall Friction Test
Temperature: Room Temperature (70-72°F)
Humidity: 48%
METHOD
A Brookfield Powder Flow Tester equipped with Powder Flow Pro software for automated instrument control and data acquisition was used to test this brand name brownie mix. The brownie mix was scooped into the trough and the scraping tool was used to evenly distribute the powder throughout the trough. After recording the sample weight and entering it into the software, a standard flow function test and then a wall friction test were run. Time required for watch test was 25 minutes and 13 minutes respectively.
PARAMETERS MEASURED
Flowability: Very Cohesive
Wall Friction: 45° to 25°
Bulk Density: 475 kg/m3 (fill density) to 660 kg/m3
ANALYSIS
Hopper Shape: Conical
Critical Arching Dimension: 108.6 mm (4.28 in.)
RESULTS
Figure 1 shows the flowability of the brownie mix at different levels of consolidating stress. These results show that the brownie mix is generally very cohesive throughout the different levels of consolidating stresses.
Note: The Flow Function data is indicated by the red line. When interpreting a Flow Function graph, the data is read from the right to the left. The right most data point is indicative of powder flow when the hopper is full; the left most data point is indicative of powder flow when the hopper is almost empty. The purple lines are Standard Flow Indices which distinguish the different types of flow behavior through levels of consolidation, ranging from “free flowing” (bottom segment) to “non-flowing” (top most segment).
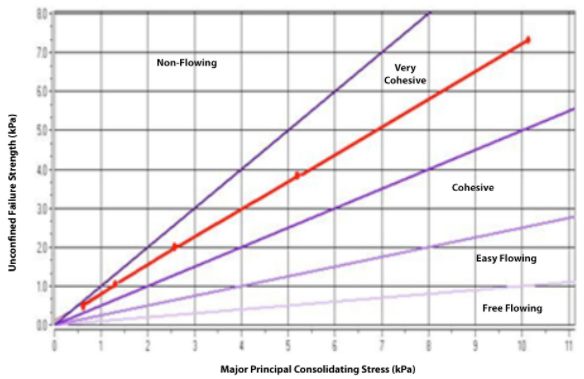
Figure 1: Brownie Mix Flow Function Graph
Figure 2 represents the angle of wall friction at different levels of normal stress. Angle of wall friction represents the friction between the sliding powder and the wall of the hopper or chute at the onset of flow. In this test, a stainless steel lid was used, illustrating what the friction would be like if the brownie mix was in a stainless steel hopper. At a low normal stress of about 0.5 kPa, the angle of wall friction is about 45° and goes down to about 25° at higher levels of normal stress (4.75 kPa). Wall friction angles above 20° are considered high.
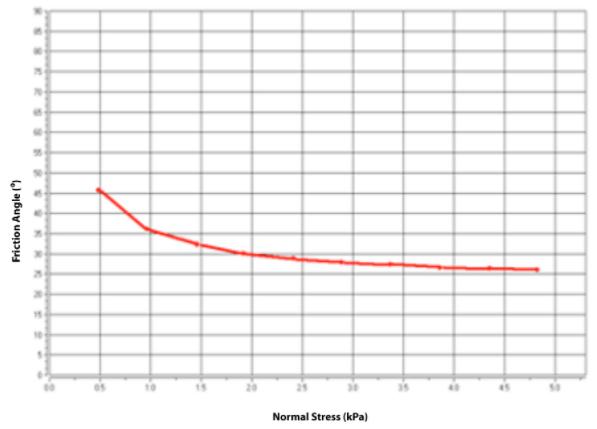
Figure 2: Brownie Mix Wall Friction Graph
Figure 3 shows the bulk density of the material at different levels of consolidating stress. This graph tells us that the brownie mix has a fill density of about 475 kg/m³ and rises to about 660 kg/m³ at around 4.75 kPa of consolidating stress. In general, a free flowing powder will show very small changes in bulk density, while a cohesive or poor flowing powder will generally show a large increase in bulk density. This brownie mix shows a large increase in bulk density which is another indicator that this powder is very cohesive.
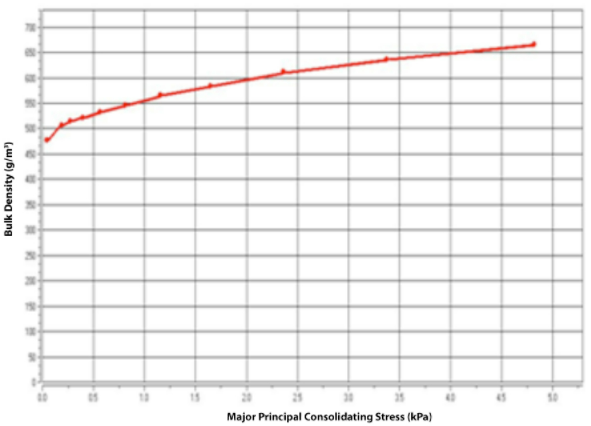
Figure 3: Brownie Mix Bulk Density Graph
CONCLUSION
The brownie mix is a very cohesive powder at all levels of consolidation stress. This means that the brownie mix may experience flowability issues if proper precautions are not taken. Possible problems include arching (when the powder forms a cohesive bridge over the outlet) and rat-holing (when the powder flows out only from the center leaving the rest of the material static against the walls). The critical arching dimension of 108.6 mm (4.28 inches) provides a conservative estimate to prevent arching from happening, provided the minimum outlet dimension of the hopper exceeds this value. The critical rat-holing dimension is dependent on the diameter of the bin. If the bin diameter is known, the software can automatically calculate the rat-hole dimension.
>>Download a pdf of this application note.
Contact us : This email address is being protected from spambots. You need JavaScript enabled to view it.